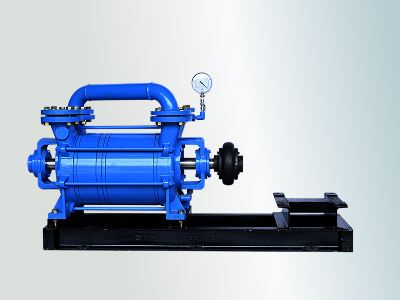
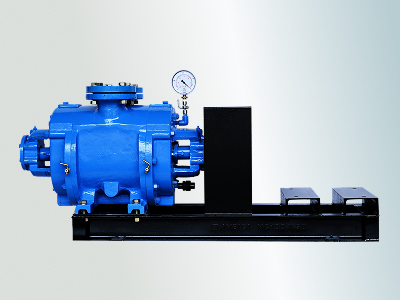
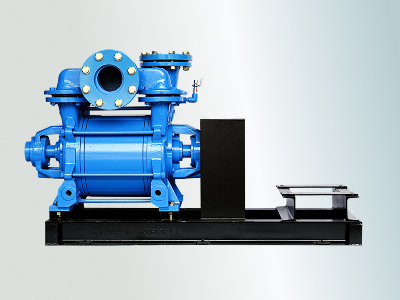
Two Stage Liquid Ring Vacuum Pump (TS Series)
JOYAM’s Two Stage Liquid Ring Vacuum Pumps are engineered for processes that demand deeper vacuum, higher stability, and uncompromising reliability.
Designed to perform consistently under high moisture, vapor-laden, and fluctuating load conditions, these pumps deliver efficient vacuum generation where standard systems struggle to sustain performance.
Precision-machined internals, optimized hydraulic design, and robust material selection ensure smooth operation, reduced wear, and extended service life. Built through rigorous testing and real-world validation, JOYAM’s two stage systems go beyond specifications — supporting continuous operations with controlled energy consumption and dependable uptime in critical industrial environments.
Engineered Advantage & Features
The JOYAM Two Stage Liquid Ring Vacuum Pump is engineered for deeper vacuum levels and stable performance in demanding processes. Its two-stage compression ensures higher efficiency, reliable handling of vapors, and consistent operation under continuous industrial loads.
- Two-stage design delivers deeper and stable vacuum levels
- Performs reliably under vapor-rich and fluctuating loads
- Lower energy consumption at higher vacuum conditions
- Robust construction for continuous industrial operation
- Reduced wear ensures longer service life and uptime
Technical Specifications
| PUMP MODEL | CAPACITY (m3/hr) | WATER (LPM) | ELECTRICAL MOTOR (HP/speed) |
|---|---|---|---|
| TS 2 | 30 | 5 | 2 / 2850 |
| TS 5 | 85 | 7 | 5 / 1450 |
| TS 7 | 165 | 9 | 7.5 / 1450 |
| TS 10 | 220 | 14 | 10 / 1450 |
| TS 15 | 330 | 20 | 15 / 1450 |
| TS 20 | 460 | 24 | 20 / 1450 |
| TS 25 | 580 | 30 | 25 / 1450 |
| TS 30 | 680 | 40 | 30 / 1450 |
| TS 40 | 980 | 50 | 40 / 980 |
Frequently Asked Questions
A two stage liquid ring vacuum pump uses two compression stages to achieve deeper vacuum levels than single-stage systems. This design allows more stable vacuum generation, especially in processes involving high moisture, condensable vapors, and fluctuating loads, while maintaining reliable and continuous operation.
The pump operates by forming a liquid ring using sealing liquid inside an eccentrically mounted impeller. Gas is drawn in, compressed across two stages, and discharged smoothly. The second stage enables deeper vacuum and improved efficiency while safely handling wet and vapor-rich process gases.
Two stage pumps provide lower achievable vacuum levels, better stability at higher vacuum ranges, and improved energy efficiency under demanding conditions. They are better suited for critical processes where single-stage pumps struggle to maintain performance or experience efficiency drop-offs.
Yes. JOYAM’s two stage liquid ring vacuum pumps are specifically designed to handle high moisture content, saturated vapors, and condensable gases without performance degradation. The liquid ring acts as a natural sealant and coolant, ensuring stable operation in challenging process environments.
These pumps are widely used in chemical processing, pharmaceuticals, food and sugar industries, distillation plants, extrusion lines, and sterilization systems. Any application requiring deep vacuum, vapor handling, and continuous operation benefits from a two stage liquid ring design.
At deeper vacuum levels, two stage pumps operate more efficiently than single-stage systems. Their optimized compression reduces energy losses, allowing stable vacuum generation with controlled power consumption, especially in continuous-duty industrial processes.
Selection depends on required vacuum level, gas composition, vapor load, operating pressure, and duty cycle. JOYAM works closely with customers to evaluate process conditions and recommend or engineer a solution that ensures performance, reliability, and long-term operational efficiency.
Liquid Ring Vacuum Pumps
Efficient and reliable water-sealed vacuum pumps for harsh and high-load industrial processes.





Want to know more about liquid ring technology?
Contact UsEngineering India. Powering the World.
Our next chapter is about scale, expanding the reach of dependable Indian engineering to the industries that need it most.
We’re strengthening global partnerships, advancing performance standards, and growing our footprint beyond borders.
Because the future of manufacturing demands vacuum technology that is reliable, efficient, and always evolving — no matter where the production line runs.