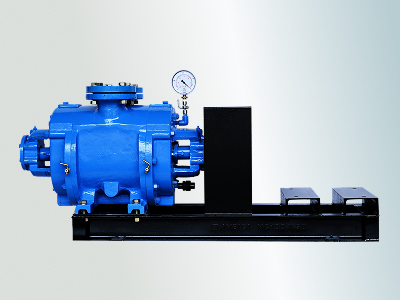
Single Stage Liquid Ring Vacuum Pump (LR Series)
JOYAM’s Single Stage Liquid Ring Vacuum Pumps (LR Series) are engineered for reliable vacuum generation in applications where consistent performance and robust vapor handling are essential.
Designed to operate efficiently under wet, humid, and vapor-laden conditions, these pumps deliver stable vacuum levels while maintaining smooth, low-vibration operation. The single stage liquid ring design ensures dependable suction with simplified construction, making it ideal for continuous industrial processes.
Precision machining, corrosion-resistant materials, and optimized hydraulic profiles reduce wear, improve efficiency, and extend service life. Built for real-world operating conditions, the LR Series offers dependable vacuum performance with minimal maintenance across diverse industrial environments.
Engineered Features & Advantages
JOYAM’s Single Stage Liquid Ring Vacuum Pump (LR Series) delivers reliable vacuum performance for moisture-rich and vapor-heavy processes. Its simple, robust design ensures smooth operation, stable suction, and efficient handling of condensable gases while minimizing wear, energy loss, and maintenance in continuous industrial environments.
- Stable vacuum under wet and vapor-laden conditions
- Simple single-stage design for dependable operation
- Corrosion-resistant construction for longer service life
- Low vibration ensures smooth and quiet performance
- Minimal maintenance for reduced downtime and costs
Technical Specifications
| PUMP MODEL | CAPACITY (m3/hr) | WATER (LPM) | ELECTRICAL MOTOR (HP/speed) |
|---|---|---|---|
| MV 1 | 12 | 3 | 1.5 / 2850 |
| MV 2 | 20 | 5 | 2 / 2850 |
| MV 3 | 49 | 7 | 3 / 1450 |
| MV 5 | 85 | 9 | 5 / 1450 |
| MV 7 | 165 | 15 | 7.5 / 1450 |
| MV 10 | 250 | 18 | 10 / 1450 |
| MV 15 | 360 | 24 | 15 / 1450 |
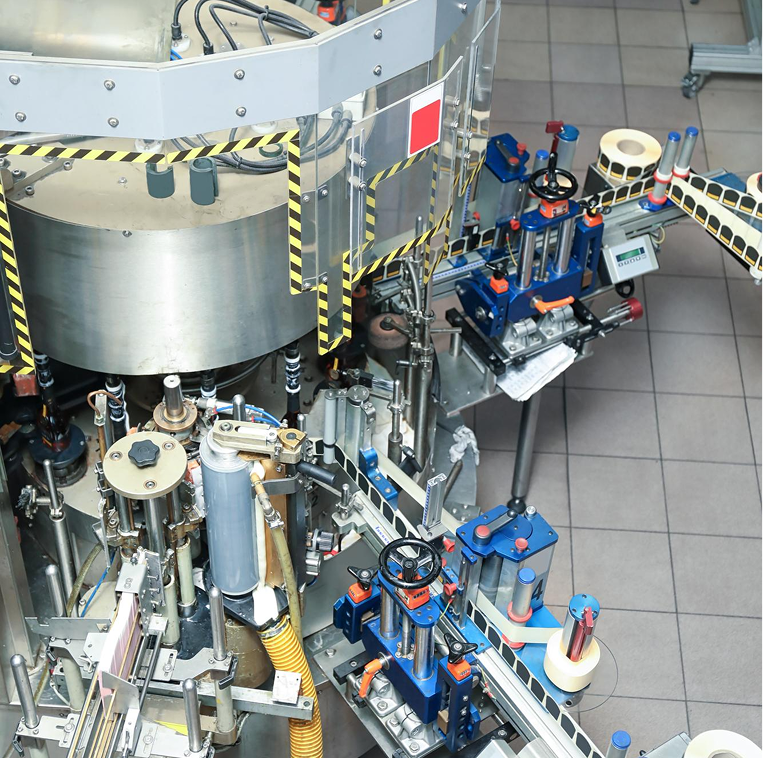
Fields of Application




Frequently asked Questions
A Single Stage Liquid Ring Vacuum Pump generates vacuum using a rotating impeller and a sealing liquid to form a liquid ring. This design enables reliable vacuum generation while safely handling wet gases, vapors, and condensable media commonly found in industrial processes.
The pump operates by rotating an impeller inside a cylindrical casing partially filled with liquid. Centrifugal force forms a liquid ring, creating compression chambers that draw in gas, compress it, and discharge it smoothly, ensuring stable vacuum performance even in humid or vapor-rich conditions.
The LR Series is ideal for dehydration, filtration, evaporation, concentration, distillation, degassing, venting, process exhaust, and industrial drying applications where consistent vacuum and reliable handling of moisture and vapors are essential.
Single stage pumps are designed for moderate vacuum levels with simpler construction, making them well-suited for general industrial applications. Two stage pumps achieve deeper vacuum levels and are typically used where lower absolute pressures and higher efficiency are required.
Yes. The liquid ring design allows the LR Series to safely handle wet gases, vapors, and small liquid carryover without performance degradation, making it highly reliable in moisture-rich and vapor-laden process environments.
Liquid ring vacuum pumps offer better tolerance to moisture, condensable vapors, and process contamination. They provide smoother operation, lower risk of internal damage in wet conditions, and reliable vacuum generation where dry technologies may struggle.
Pump selection depends on required vacuum level, gas composition, moisture content, process temperature, and duty cycle. JOYAM’s engineering team evaluates these parameters to recommend the most suitable LR Series configuration for stable, efficient, and long-term operation.
Liquid Ring Vacuum Pumps
Efficient and reliable water-sealed vacuum pumps for harsh and high-load industrial processes.





Want to know more about liquid ring technology?
Contact UsEngineering India. Powering the World.
<!– wp:heading {“className”:”tech_ttl container”} –>
<h2 class=”wp-block-heading tech_ttl container”>Technical Specifications</h2>
<!– /wp:heading –>Our next chapter is about scale, expanding the reach of dependable Indian engineering to the industries that need it most.
We’re strengthening global partnerships, advancing performance standards, and growing our footprint beyond borders.
Because the future of manufacturing demands vacuum technology that is reliable, efficient, and always evolving — no matter where the production line runs.